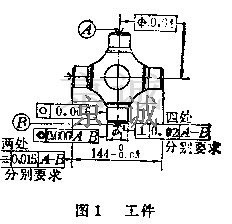
万向联轴节十字销,加工精度要求较高,端面垂直度、对称度要求较严格,在外圆磨床上加工难度较大,为此,我们设计制造了在M7140平面磨床上磨削十字销端面的专用夹具。可保证端面对称度不大于0.009mm,垂直度小于0.008mm。
夹具底座1(图2)被吸附在磁力工作台上,两V形块14固定在三角体2上,以实现工件的垂直度要求。定位体13控制工件的平均高度,它可绕齿杆3轴心线微量转动,夹紧工件时能自动消除因轴线垂直度、轴径误差等原因对精度的影响。逆时针转动手杆8,通过齿轮轴7带动齿杆3后移,使夹具在待装夹位置。上盖12上的方槽可使夹具在该位置,弹簧5产生夹紧力,夹紧力的调整可通过调压螺钉6、导套4来完成。手柄11使螺杆10上的正反螺纹带动夹紧9夹紧,齿杆3使之可靠地夹紧工件,同时消除间隙,使高度定位更准确。
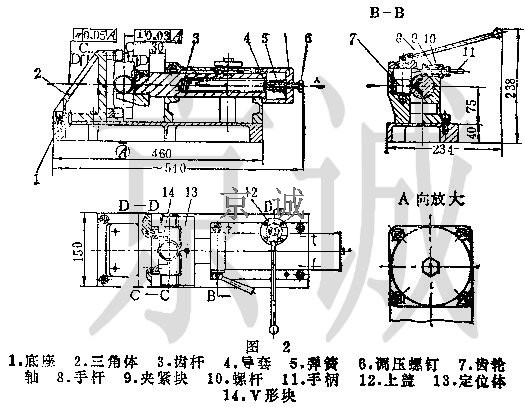
逆时针转动杆8,将十字销放在定位体13的定位面上,在顺时针转动手杆8夹紧工件,转动手柄11,锁紧工件即可进行磨削。使用时应注意夹前必须将各个定位面擦拭干净,不得有磨削颗粒存在,以免影响定位精度。磨削时先加上同以轴线上两端面,并不改变砂轮高度,此后再加工另一轴线上两端面。每加工完一对端面,测量其长度要求114 0-0.08mm即可。
河北京诚联轴器厂提供 | 






