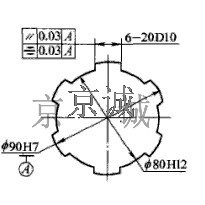
我厂是机床的专业生产厂家,许多设备都配有联轴器,而这类零件的配合中,需要一定量的具有花键结构的联轴器,如附图所示:零件为小径定心的花键套,花键规格:6D-90H7X80H12X20D10;总长度:150mm,材料为45号钢。然而,我们现有的拉花键机床为前苏联制造的,相当于目前型号L6120,满足不了此类联轴其的加工。若购买大吨位的拉花键机床,需花费几十万甚至上百万的费用,但目前的零件批量不够大,如果购买一台机床限制率太高。以前我厂主要采用将零件送到相应大吨位拉花键机床设备的兄弟厂家进行生产外协加工,并由我厂提供相关规格的专用花键拉刀及工装,每把花键拉刀价格需要一万元以上的费用,不仅支付费用昂贵,还有交通运输、技术服务、刀具维护等费用。我厂通过技术改造,新添置一台线切割机床后,使联轴器的花键孔的加工成功在线切割机床上得到解决。
从加工理论上分析,数控线切割机床的加工精度,对于加工联轴器花键孔是完全可以满足的,加工出合格零件是可行的,但会出现什么问题,只有通过加工试验来发现问题和解决问题。还有数控线切割机床比普通机床运行成本要高的多,怎样把数控线切割机床运行成本降到最低,提高其加工的经济效益,也是我们亟待解决的问题之一。为此我们组织两批零件进行了试验:
(1)通常情况下,数控线切割联轴器内部型腔,只需在型内加工一穿线孔,由线切割整个型腔,于是,我们试验的第一批联轴器,在工艺设置上不加工花键小径底孔,而只加工一个小穿线孔,让数控线切割加工出整个花键直径为80H712小径内圆柱孔表面、齿形。加工完成这批后出现以下技术问题:
1、由于花键同向尺寸较长达120mm,加工后直径80H12小径内圆柱孔表面粗糙度Ra仅达到6.3微米,达不到3.2微米的设计要求,而且花键齿形表面粗糙度一致性较差。
2、发现存在花键也向内收敛变形的现象,切割后所形成的余料象一个花键心轴,不能从花键孔中自由脱落出来,要用铜棒敲打才能脱落出来,该变形直接影响到联轴器的形位公差精度和花键孔的配合精度。
3、线切割时间太长,速度太慢,影响线切割机床的加工效益。
(2)分析上述现象产生的原因
(1)直径80H12小径内圆柱孔表面粗糙度值高,花键齿形表面粗糙度一致性较差,是由于花键孔轴向长度尺寸较长,参与线切割的钼丝磨损和产生电火花时放电不均匀引起的。
2、花键孔向内收敛变形的现象,是由于线切割加工时间太长,尽管切削液能够带走部分线切割产生的热量,但仍然还有大量的切削热被保留在联轴器中,使工件温度升高,产生较大的内应力,使工件加工完毕后变形,从而出现花键孔向内收缩变形等现象。
3、线切割加工时间的问题,由于线切割走线的轨迹较长,影响线切割效益。
(3)解决以上技术问题的措施
该花键联轴器为小径定心的花键配合,调整加工工艺过程,改变直径80H12花键小孔的加工方法,采用传统的机械加工方式,精镗内孔留磨削余量后,由内圆磨床磨至要求,这样可以减少线切割近1/3以上的工作量,对减小联轴器变形有好处,还可以降低直径80H12的小孔内表面粗糙度值Ra=1.6微米。
改变线切割数控程序,不对直径80H12花键小径孔内圆柱面进行线切割,只对花键齿形加工,以空刀的形式快速通过直径80H12的圆柱孔非花键齿形表面。
通过以上试验,用线切割机床完全可以代替拉床加工出合格的联轴器产品。 | 






