机架是腭式破碎机的主要零件之一,在机器破碎工作中,承受高循环的冲击载荷。机架大多数采用中厚板或厚钢板焊成,由于构件刚性较大,焊接时又是局部加热和冷却,容易引起接头金属组织改变,产生较大的焊接应力和变形。机架结构设计不当,焊缝布局不合理、侧墙开孔呈尖角状,结构断面形状突变都有可能产生应力集中。使用机器不当,机架受力不均匀,应力突变,致使机器某个部位或焊缝开裂。局部的裂缝又往往引起整个机架的破坏,如果不采取有效的修复措施,将会导致整个机器失效报废。
机架修复的方法和工艺参数如下:
(1)采用氧-乙炔火焰将所有裂缝割去,割缝宽度12-15mm,割缝四周开坡口30度,钝边6-8mm,裂缝终端割成圆弧形或钻止裂口,与裂缝相接筋板割成R圆狐孔。
(2)为了缓解应力集中,在后墙处增加附加结构和在侧墙呈尖角状方孔,焊接后修割成过渡圆狐。如图1、2所示。
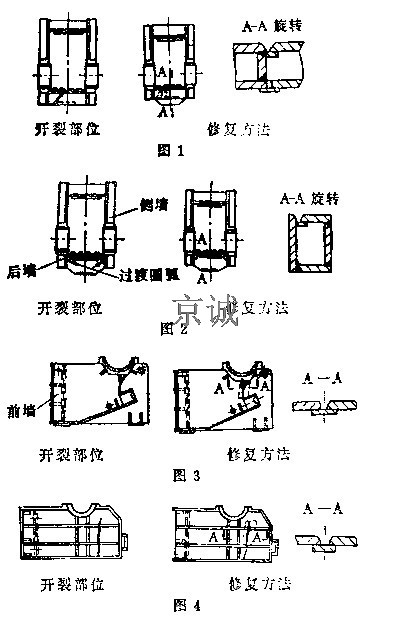
(3)采用单面衬垫全熔透焊缝,并根据裂缝形状作成橙垫板,板厚6-8mm,衬板四周开4X45度坡口,然后点焊帖在墙裂缝内侧面,如如3-4所示。
(4)修复前墙,先用三根直径89X4mm钢管在前墙内侧面分上、中、下支撑焊妥,割去原前墙焊件。修磨去焊缝,然后,按原前墙焊件形状和坡口尺寸,重做一块,与原机架划线捆焊成一体,先焊接前焊接件与机架外侧焊缝,拆除动腭组件后,在焊接前墙与机架内侧焊缝。
(5)焊接材料采用E4315焊条(无直流电源可采用E4316焊条),焊条规格根据焊接位置选用,焊条烘干温度为350-400度,1-2小时,焊条铁芯端面呈深褐色为宜,焊机型号:AX-320,直流反极性。
(6)焊前将坡口内氧化皮等污物清除干净。因为构件刚性大,特别在气温较低时,焊前必须用氧-乙炔等预热,预热温度在100-150摄氏度,预热范围为坡口两侧70-100mm.
(7)立焊焊接时,应从裂缝底部向上焊接,先采用直径为3.2mm焊条,封底焊接2-3层,电流70-80A。后用直径为4mm的焊条焊毕,电流100-120A。
(8)平焊焊接时,先采用直径为4mm焊条,封底焊2-3层,电流160-180A,后用直径5mm的焊条焊毕,电流200-240A,层间温度80-100摄氏度。每焊一层收弧后,立即用尖圆头锤子锤击焊缝。
(9)焊后立即采用红外线等设备进行局部退火处理,消除焊接应力。退火温度550-600摄氏度,保温2小时,然后缓慢冷却,或采用振动消除焊接应力。
(10)如果矿区有碳弧气饱设备,可不必采用氧-乙炔割去裂缝,直接用碳弧气饱双面消除裂缝缺陷。
实践证明,采用上述工艺方法,能使腭式破碎机机架裂缝一次修复成功。经使用,机器运转正常。
河北京诚联轴器厂是专业的联轴器生产商,专业提供各类破碎机联轴器,主要产品有:UL轮胎式联轴器、凸缘联轴器、JQ型-夹壳联轴器,JQW型夹壳联轴器、HL型-弹性柱销联轴器。
| 






