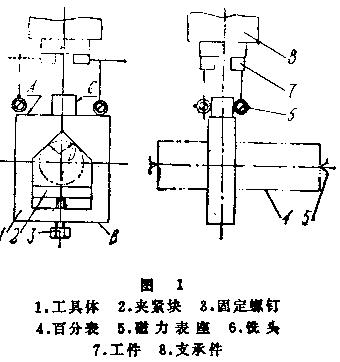
多键联接用于传递大扭矩的轴类,为了使各键受力均衡,提出了各键槽的位置精度要求,如我厂生产螺杆对键的对称度要求是0.025mm,靠划线和机床的分度是达不到要求的。为此,我们进行了研究、设计了对称键槽加工控制工具,要控制对称度,需满足两个条件:一控制两键槽180°的误差;二控制刀具回转中心与工件中心相交的误差。控制了这两个误差,对称度要求也就满足了,其结构见图1。
一 结构要求
工具体1的精度是根据工件精度而定的,以A平面为基准(有平面度要求)。B平面要平行于A面,同时也有平面度要求。C圆柱面对A面有垂直度要求,且有圆度要求,圆柱中心交于两D面得相交点且平分其V形角。
支撑件8可根据各厂情况而定,大件可用V形块支撑,但要保证工件与进给方向平行,否则它将影响对称度。高度以不妨碍工具回转为限。
二 使用方法
使用时用螺钉3将工具固定在工件7上,铣头6调整在工具体1上方,在主轴端面安置磁力表座5,使百分表4触头测A面两端,转动工件7使百分表4在A面两端示值相等为止。再调整百分表4测C圆柱面,转动铣头主轴调整铣头的位置,使百分表4绕C圆柱面测量,示值相等为止,即刀具中心与工件中心相交,固定工件后即可加工。但在加工时刀具往往小于键槽宽度,需要横向进给满足键槽宽度。入股是有数显装置的机床,则原定位位置问题较易解决,如果无数显装置,可用百分表来保持原定位铣头位置和扩宽量。当一个键槽加工完毕铣头回到原定位位置,可松开工件旋转约180°,工具B面向上,用上述找正办法测B面两端,因为B面平行于A面,所以较准确的测出工件转动180°,夹紧工件可进行加工,直至完成工件的加工。
三 孔对称键槽的控制
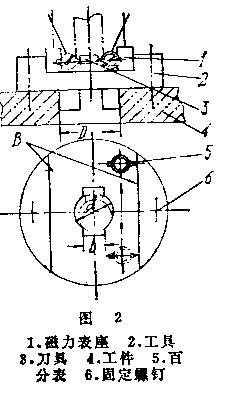
如果工件允许拉削,控制键槽对称度,只做一个对称的胎具就可以解决。但往往带对称键槽的零件相当庞大,不可能采取拉削加工,而采取插削来完成,这时可采用图2所示工具来解决。
此工具结构很简单,以D定位,两B面对称于D,且有平面度要求,d和b是刀杆和刀具空位。使用时,将工具固定在工件上,开动机床测量其B面至刀具两侧距离相等,即可加工,一个键槽完成后,工件旋转180°,用上面的方法测量出正确的位置,加工另一槽。即可加工对成都较高的对称槽。
河北京诚联轴器厂提供 | 






