大型管磨机的传动装置一般采用中心传动方式,因为其具有结构紧凑、占地面积小、传动效率高、维护工作量小等优点。但这种传动方式要求主电机带动的减速机与磨机中心线必须在同一条直线上,因此对联轴器的制造精度要求很高。一旦联轴器出现偏心超差现象,一般要求退回原厂及时更换,但有时由于工期方面的原因,又不允许这样做。此时只有采取临时措施保证磨机的正常运转,待所定制的备件到货后再予以及时更换,本文根据我厂亲自参与处理的秦皇岛浅野水泥有限公司3号水泥磨的膜片联轴器偏心问题,详细介绍其处理过程。
1 安装过程中出现的问题
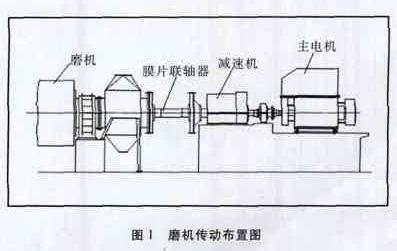
该水泥磨(φ4.0m×13m)上膜片联轴器为我厂供货的主要产品,其传动布置见图一所示。我厂技术人员受邀于2006年4月前往现场指导协助安装工作,当时磨机已经找正放好,减速机也安装到位,接下来安装公司的人员用手拉葫芦将膜片联轴器吊装定位,将其两侧法兰盘分别与磨机和减速机法兰盘对齐安装定位。在随后打表检测磨机联接法兰盘外圆跳动的时候,发现其径向跳动竟达到5mm,大大超过了图纸上0.8mm一下的技术要求,紧接着我们又用两块百分表沿水平和垂直方向对膜片联轴器联接轴的径向跳动进行了检测,发现其跳动度值也在5mm左右,因此认定此问题是膜片联轴器出现了偏心超差所致。为了最终查明原因。我们用钢直尺测量了膜片联轴器相对于法兰盘的定位尺寸,发现减速机端得中心线偏心量达到了2.5mm,具体情况见图2所示,经现场人员分析,出现此问题的原因是联轴器在安装过程中,磨机与设备的两联接轴存在极大的偏心所导致。
2 原因分析与措施
2.1 原因分析
从测量的结果来看,导致上述现象产生的原因是,将轴线偏移的联轴器强行与中心线对其安装,导致联接等候出现了扭斜,误差由减速机端传递磨机端所导致。
2.2采取的临时措施
出现上诉问题后,我厂技术人员确认后并为其更换,但水泥厂家不同意将联轴器立即更换,因为当时正值水泥生产旺季,厂里有一批熟料急待粉磨,如果采取更换措施的话,势必影响厂里的生产,造成较大的经济损失。
为了让磨机尽快投入生产,我们与厂里相关人员协商讨论后,决定将联轴器法兰盘移位安装的方法来保证其运转同轴度满足使用要求。,我们把同轴度由小于0.8mm调整到小于0.5mm.但是这样一来,原先设计采用的M33螺栓就无法使用了,法兰盘上联接通孔的大小为Φ36mm,理论上如果只错位2.5mm的话,改用比其小一规格的M30螺栓替代完全可以满足安装要求。实际安装过程中,减速机端9个M33螺栓全部用M30螺栓予以替代,而磨机端有23个螺栓无法穿透联接孔,从而用M27螺栓替代M33螺栓,其余73个M33螺栓全部用M30螺栓予以替换,虽然M27规格的螺栓分布相对集中,但由于采用的是松孔联接方式,主要依靠法兰盘之间的摩擦力来传递扭矩,不会出现小螺栓受剪应力过大提前剪断的现象。
安装调试结束后,按照正常程序进行了空载试运转,逐步加料运转,直至完全满负荷运转。从运转情况来看,一切正常。同时我们通知厂内又生产了一台膜片联轴器,待这批熟料磨完后,为客户进行了更换,在更换过程中,我方技术人员用现场边操作边的方式,介绍了膜片联轴器在安装使用过程中应注意的一些问题,这台联轴器安装已经三年多了,昨天我厂客服打电话询问该膜片联轴器的使用情况,可以反映运行良好。
相关产品请参阅:JMI型带沉孔基本型膜片联轴器|JMIJ型接中间轴型膜片联轴器|JMⅡ型无沉孔基本型膜片联轴器|JMⅡJ型接中间轴型膜片联轴器|JZM型重型机械用膜片轴器|JZMJ型重型机械用膜片轴器
| 






