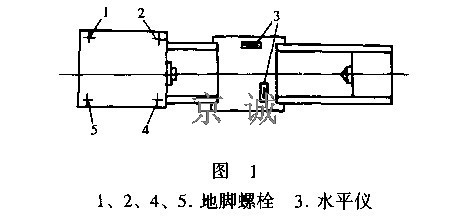
1 车床安装要正确,床身导轨直线度要调整好,车床安装不当或床身导轨直线度调整不好,会直接影响车床精车外圆圆柱度误差,所以车床安装时,一定要根据土质情况和车床规格,合理确定混凝土地基的深度(一般为400-800mm为宜),并用地脚螺栓固定于地基上,且不可把车床简单地放于方木或槽钢上使用。床身导轨直线度调整时,先从床头箱开始(两个水平仪分别放于床鞍纵、横向导轨上),确保靠近床头箱端时,水平仪读数为零(从而尽可能保证主轴轴线为水平状态),这时使床头箱后面的地脚螺栓比前面的地脚螺栓预紧力更大一些,以适应车床的受力要求。然后床鞍逐段向床尾方向移动(每次200mm),水平仪读数可适当增加,以保证床身导轨对中凸,但纵横向误差需符合格证要求,且使横向扭曲的方向为:床身上床鞍后导轨适当偏高,见图1。
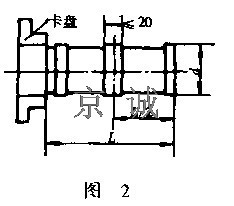
2、试验验收要规范。根据标准,试件应为45钢,其直径d为车床最大回转直径Da的1/6到1/8、即d=(1/6-1/8)Da,其长度为:L=Da/2,若试件过长过细,则其加工中的径向变形量会影响圆柱度误差。车床要经温升达到热平衡后,开始车削。试件先经过粗车,并车出如图2所示的空刀槽,最后精车,从而减小因刀具磨损带来的圆柱度误差。
3 卡盘及工件安装要可靠,对于有卡盘胎的主轴-卡盘连接,要把卡盘胎安装、紧固于主轴后,精车卡盘胎定位止口,在安装卡盘,卡盘安装后要用百分表检查其外圆径向跳动和端面跳动,然后夹持工件,强力切削一刀,再检查以上两项内容,看有无变化,如无变化,说明卡盘安装可靠,若卡盘安装不牢固,车削外圆回出现倒锥,即越靠近卡盘端面,试件直径越小。
4 锥度靠模装置要脱开,对于有锥度靠模装置的车床,务必要脱开锥度装置,否则,即使锥度装置调整到指示刻度的零位,也会给试车外圆带来圆柱度误差,因为零位指示刻度线的指示精确度一般不是很高。
5 试车外圆圆柱时,不允许用尾座顶尖支撑,若尾座主轴与床头箱主轴同轴度调整不到位,用尾座顶尖支撑,车削外圆反而会带来圆柱度误差。尾座体与其底板之间的划线同样仅起参考指示作用。
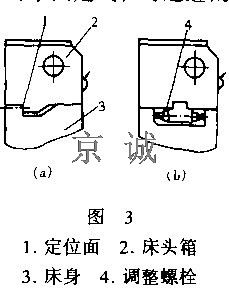
以上因素排除后,若精车外圆圆柱度仍超差,那就是由窗头箱主轴轴线与溜板移动的平行度过大引起。床头箱与床身导轨间的定位方式3所示,一般有两种:一种是固定式定位(图3a),一种是可调式定位(图3b)。对于固定式,可通过刮刀定位面来调整主轴轴线与移动的的平行度;对于可调式,可通过调整定位螺栓来调整其平行度,前者定位可靠,后者调整方便。
对于使用后的车床,当出现精车外圆圆柱度超差时,也可针对上述因素调整、排查,可取得满意效果。
相关产品请参阅:JM型膜片联轴器|SJM双型键联结弹性膜片联轴器|LXZ(XLL)带制动轮星形弹性联轴器|LXD(XLD)单法兰型星型弹性联轴器 | 






