0 引言
剪销式安全联轴器亦称安全离合器、扭力限制器,是破坏式安全离合器中应用最广泛的一种结构,其主要用于偶然过载的传动系统,以保护主传动电机和主要传动部件不会因过载而损坏。河北京诚联轴器厂生产的剪切式的安全联轴器的主要形式有AYL安全联轴器,同时我们还可以生产大扭矩的扭力限制器等,剪切式安全联轴器受制造精度和材料均匀性影响,过载时动作精度并不高。这是由于剪断销受到轧机频繁的咬钢、抛钢和换向产生的冲击载荷,造成疲劳损伤累积,其强度也随时间累积而降低。因此剪断销断裂并不总是在系统过载时才发生。而且剪断销断裂后经常严重损伤半联轴器及联轴器导向套,受损的联轴器需要经常手工铰制剪断销套孔和修复被撕裂的导向套以恢复基本的使用功能。因此联轴器寿命短,检修维护时劳动强度大,设备停车时间长。对日产值近300万的设备来说,分析安全联轴器的损坏形式,研究改进措施,重新设计一种长寿命的安全联轴器,以避免因安全联轴器故障引起的停车事件。
1 结构原理
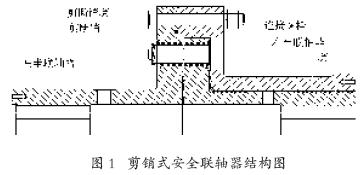
此联轴器结构比较简单,主要由导向套和左、右半联轴器三大部分组成,其中导向套通过螺栓与左半联轴器连接,限定右半联轴器在剪断销被剪断时可在套内自由旋转。左右半联轴器通过剪断销传递动力,当系统过载时剪断销被剪断,右半联轴器在导向套中自由转动,动力传递中断。图1为其简图。
2失效形式及原因分析
(1)导向套损坏 从此安全联轴器的结构形式很容易看出,当系统过载,剪断销被切断时,由于剪断销材料热处理性能的不均匀性,切断槽断口并不会完全整齐,断面往往会出现凸起。如图2所示。
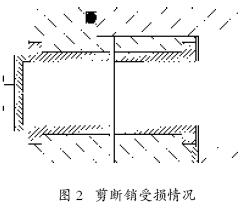
在转动过程中,因为这个凸起,被剪断的销头在左、右半联轴器的限制下,会被顶出一段距离,并可能进入导向套的端面销套安装孔。于是,本来已经安全脱离的联轴器,却由导向套端面和被剪断的断销头继续传递动力。因此,在反复的冲击载荷作用下,薄弱的导向套端面被强大的冲击力挤压撕裂而损坏,而且剪断销套也由于挤压面的减小,销套被压裂,孔壁被压溃变形,进一步恶化了联轴器的使用性能。
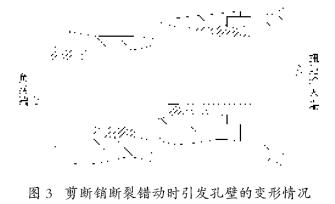
(2)半联轴器剪断销套孔变形过大 通常情况下,安全联轴器在首次使用前,左右联轴器销套孔是用绞刀铰制后配入过盈的剪断销套,然后装入间隙配合的剪断销。工作中,左右半联轴器销套孔壁的变形,一是由于剪断销断裂时产生的凸起,在左右联轴器错动时产生的轴向力不但顶出了断销,也使销套被顶出,从而导致销头凸起直接冲击左右半联轴器销套孔边部,致使销套孔壁的变形;二是冲击载荷不断通过剪断销传递到左右联轴器销套孔壁,使其不断受到挤压,当局部挤压应力大于材料的许用挤压应力时孔壁变形,剪断销套松弛,而且随着时间的推移变形加剧。剪断销断裂错动时引发孔壁的变形情况如图3所示。
因此,安全联轴器在工作一段时间后,要重新铰制左右联轴器销套孔,重配剪断销套以恢复使用性能。但是,往往由于生产或其他原因,在铰制左右联轴器销套孔时销套孔已变形太大,无法完全通过铰制孔的方法恢复其使用性能。如此反复,安全联轴器销套孔在没有铰制到极限尺寸,就因销套孔已变形太大,使联轴器过早报废。
3 改进措施
3.1 材料改进
3.1.1 半联轴器材料改进 原导向套和左、右半联轴器三大部分材料均为 ZG45,其材料屈服应力为滓s= 310 MPa。剪断销材料为 45号钢,通过淬火+高温回火处理,其屈服应力为滓s ≥480 MPa,抗拉强度为滓b分布在650~800 MPa之间。以其中一种联轴器剪断销直径为20 mm,剪断槽直径为 16 mm,剪断销套外径初期为30 mm,与半联轴器销套孔壁接触长度为25 mm为例,要剪断此销的瞬时应力要超过剪切强度滓b,则在最大抗拉强度为滓b= 800 MPa 时,抗剪强度为:

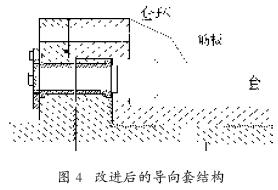
而且超过了联轴器材料屈服应力滓s。这就是联轴器为什么在工作一段时间后,销套孔会产生椭圆孔及孔口被压溃的主要原因。因此,要使挤压应力小于半联轴器材料的屈服应力滓s,一方面可以通过增大销套接触面积,另一方面可以通过选择屈服应力滓s> 320.89 MPa 的材料制造半联轴器。比如,选择ZG55,滓s = 340 MPa或屈服应力更高的材料。 3.1.2 销套材料改进 剪断销套材料通常采用碳素工具钢T 8,淬火处理后,硬度大于HRC62。这种材料在通过淬火回+ 火处理后虽然硬度,耐磨性比较高,但强度和塑性不高,承受冲击载荷的能力比较低。这也是为什么经常会出现剪断销套破裂的主要原因。因此,在选择剪断销套材料时,要从抗冲击、耐磨、高强度等几个方面综合考虑,最后选择耐冲击合金工具钢6CrW2Si。 3.2 结构改进 3.2.1 导向套结构改进 由于联轴器的破坏形式主要是导向套损坏和联轴器销套孔变形过大引起的,因此,要避免以上两种损坏形式的发生,就要从根本上改变其不合理的结构。前面已经分析了导向套被破坏的主要原因,所以要使被顶出的断销头不会碰到导向套端面,一种方法就是用挡板堵住导向套剪断销安装孔。但当剪断销被剪断后要全部拆掉挡板,待更换所有的剪断销后又需装回挡板,有时顶出的断销头也会挤压挡板,拉脱挡板固定螺栓,同样会撕裂导向套,给联轴器带来很大的损伤,而且给维护带来更多不便,因此这种方法并不可靠。另一种方法是把导向套端面加工成后凹形式,即使断销头推出一段距离也不会和导向套端面接触,也就避免了导向套的破坏。考虑到导向套只起支撑、导向作用,并不承受冲击载荷,为了方便加工制造,导向套被设计成套和套环两部分,然后通过焊接筋板连接成一整体后加工成型。其结构如图4所示。
3.2.2 半联轴器销套孔改进 另外,由于初始销套孔挤压面积过小,虽然通过改变材料可提高其屈服极限,但由于材料的许用挤压应力[滓b]≈ 12 滓s,所以在长期的交变载荷的作用下,销套孔仍然会发生变形。因此,要实现联轴器的寿命延长,在改变半联轴器材料的同时,要增加销套孔尺寸以增大挤压面积。由公式滓= FS = F d伊b 可以看出,减小挤压力F,增加销套外径d或半联轴器厚度b 的都能使挤压应力滓降低。但减小挤压力F,也就意味着减小剪断槽截面积,显然这种方法是牺牲剪断销的寿命来换取联轴器的寿命,但同时增加了停车换销的周期,生产效率受到了很大影响,因此这种方法是不可取的。那么只能采取增大d或b 来降低挤压应力,以实现联轴器寿命的提高。若半联轴器材料选择为ZG55,
因此完全符合设计要求。
3.3 剪断销套的安装方法改进 原半联轴器销套的安装是在每次手工铰孔过后,按实测孔径,通过锤击法装入过盈量为0.03 mm 的剪断销套。这种不合理的装配方法,往往造成剪断销套容易松动,同样也是导致半联轴器销套孔变形及导向套撕裂的主要原因。因此,在制造装配时采用冷装的方法,使剪断销套与半联轴器孔形成不可拆卸的过盈配合,从而使剪断销套在工作中不至于松脱。
4 结论
通过研究分析了轧机安全联轴器(扭力限制器)的结构和损坏特点,并对主要影响联轴器寿命部位进行强度校核,找出了薄弱环节,提出了通过重新选择联轴器材料和设计导向套等结构形式,延长此类安全联轴器寿命的方法。采用这种方法,生产中只需用很短的时间更换被剪断的剪断销,省去手工铰孔,以及更换损坏联轴器时占用大量的生产时间,从而实现了安全联轴器的真正免维护。因此,极大地减少了安全联轴器故障引起的停车时间,降低了维护检修强度,从而解决了此类安全联轴器寿命短,维护检修占用生产时间长的这一生产瓶颈。
河北京诚联轴器厂可以提供以下形式的安全联轴器(扭矩限制器):RW型钢球式扭矩限制器 RWL型钢球式扭矩限制器 RWF型滚柱式扭矩限制器 RWC型滚珠式扭矩限制器 TL型摩擦式扭矩限制器 TL-C型摩擦式扭矩限制器 TL-X型摩擦式扭矩限制器 AYL液压安全联轴器 | 






