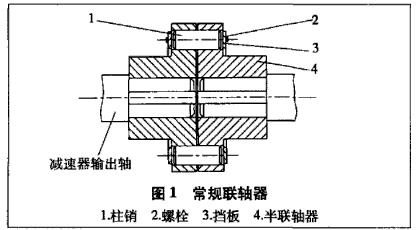
加载跑合试验台是测试减速机性能的基本设备之一,联轴器是该设备的常用零件。( 如图1)
由于现场拆联轴器受到一定的限制,因此,锤击成了最常用的方法。而锤击成了最常用的方法,但锤击常常会使圆柱磨损、拉伤或滚键,键槽变宽,以致破坏了零件的原始尺寸,而修复这些尺寸又没有好的办法,并且有些尺寸根本无法修复。
1 新型联接方式
现介绍一种改进的联接方式(见图2)
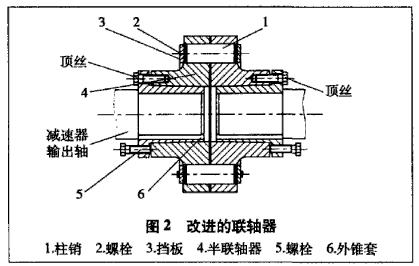
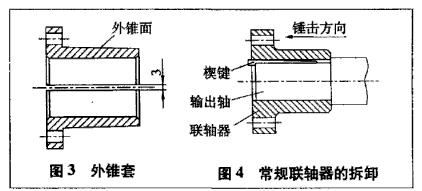
这种联接方式的原理是:减速器输出轴与外锥套直接联接,外锥套为外锥内圆形式,外锥套与半联轴器内锥面靠锥面联接,并传递动力,外锥套的内孔与减速器输出轴为过盈配合(配合等级H7/p6,若减速器输出轴直径为Φ100mm,最大过盈量为0.094mm,最小过盈量为0.037mm),但此过盈配合无须压装或是热套,因为外锥上开有轴向纵槽,结构如如3.
加工需要说明的是:
(1)两件半联轴器先加工柱销孔,然后装入柱销,再加工半联轴器内锥孔,以保证两半联轴器的同轴度要求。
(2)外锥套的槽要最后加工,也就是说内孔、外锥面、等分孔加工完之后要切槽。
(3)半联轴器内锥面与外锥面得配合面采用研磨方法,保证充分的接触面积,以满足传递扭矩的要求。
(4)外锥套上有顶丝,便于拆卸。
(5)两半联轴器用尼龙销联接,为弹性联接。
(6)锥面锥度控制在1.5°-5°,以满足传递转矩的需要和实现自锁。
2 与原联轴器形式比较
过去,减速器(以抽油机减速器为例)加载时,输出轴上的键为楔键,拆卸时往下锤击联轴器,越往外敲,键楔的越紧(如图4)。用拨销器卸下键槽联轴器之后,发现输出轴磨损、拉伤,轴与联轴器上的键槽变宽。而采用新方案,装卸方便,又不影响零件的尺寸精度。
| 






