1 引言
圆锥销套筒联轴器是拨管机涨缩油缸和拨管钳的关键接件,它的作用是快速更换拨管前并联接涨缩油缸和拨管钳。永通铸管DN100-800拨管机3台:拨管钳圆锥销套筒联轴器多次出现圆锥销弯曲和剪断现象,使拨管钳涨不紧内壁,拨管机从管模内拨不出铸管。经维修技术人员处理得以暂时消除,但运行一段时间后又重复出现。
2 拔管机圆锥销套筒联轴器的结构和工作原理

图1所示为拨管机圆锥销联轴器的结构示意图。它有套筒、圆锥销、联接轴零件组成,该圆锥销套筒联轴器一端联接涨紧油缸,另一端联接拨管钳,工作时延轴向方向反复移动,拨管前伸入到铸管承口直管端部后,给涨紧油缸推动圆锥销套筒联轴器,使拨管钳的三个钳块涨开,涨紧铸管内壁,拨管钳主油缸带动胀缩油缸,圆锥销套筒联轴器、拨管钳后退,同时离心机主油缸与拨管钳主油缸运动方向相反。将铸管从管模内拨出,然后涨缩油缸使拨管钳复位。
3 问题分析
拨管机圆锥销套筒联轴器投产使用一断时间后,就发现拨管钳常涨不紧铸管内壁,拨管机从管模内拨不出铸管。经过认真分析,发现主要是由于圆锥销套筒联轴器的套筒与联轴器(直径方向)间隙大,圆锥销套筒联轴器延伸轴向方向反复移动,圆锥销(直径为20mm)在拨管过程中受冲击,易造成圆锥销弯曲或剪断。若套筒与联接轴(直径方向)间隙配合改为过盈配合,可防止圆锥销弯曲或剪断现象。但不利于快速更换拨管钳。
通常采取的措施,是圆锥销套筒联轴器部件的圆锥销弯曲或剪断后,及时更换圆锥销,这种方法不能解决根本问题,严重影响离心机生产节奏,造成铸管工艺废品增多,修一次拨管机多产一根废管,据统计2003年DN100-800离心机3台因修圆锥销套筒联轴器产生废品管832支。
4 改进措施
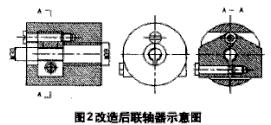
为彻底解决因为圆锥销套筒联轴器的套筒与联接轴(直径方向)间隙过大,导致常出现圆锥销弯曲或剪断现象,通过现场观察分析,发现可用罗维联接方式来解决,并达到快速更换拨管钳的目的。具体方法是将联轴器与涨缩油缸和拨管钳两端直接联接该为螺纹联接,其中与拨管钳联接的一端,采用两个不到180°的半圆螺纹组合成一组螺纹,通过螺栓紧固拨管钳,改造后联轴器如图2所示。
5 改进后的效果
实践证明改进效果良好,设备在无圆锥销弯曲或剪断现象发生,避免了因联轴器圆锥销弯曲或剪断现象故障而产生废品管。还提高了更换拨管钳的速度。
| 






