M150是小型轧机轧辊的轴承支撑座,主要使用在轧机辊轴轮的两端支撑处。轧机在轧制过程中要产生大量的热量,对轴承的工作产生极大的影响。
为了解决轴承座温升问题,一般对轴承座采取循环水强制冷却,本文中采用的轴承座的结构,顶部设置循环水槽,由不锈钢板焊接成回路,一支轧辊上装两个轴承座,由轴承座底面定位槽装入轧机床身。通过合理安排工艺,彻底解决轴承孔加工中的变形问题。
1轴承座试制分析
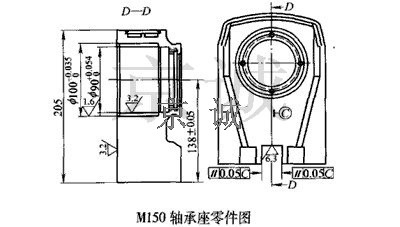
M150轴承座如附图所示,根据轴承座的结构和功能要求,有以下尺寸精度在加工中要严格要求:轴承内孔Φ100H7;密封处孔内孔为Φ90H8;底部定位槽22H9;底部与中心孔的距离(138±0.05)mm.
实际使用中选用毛坯为Q345C钢板,板厚100mm,等离子切割外形,为防止热应力变形,机加工前需正火消除切割热应力。轴承孔、密封槽孔等采用CK6130斜床身八刀位数控车床,其他关键尺寸采用精密加工中心1020铣削加工。
2 轴承孔变形因素分析
加工前对能引起轴承孔、密封槽孔变形的因素进行分析,认为有以下可能性:
(1)由于轴承座顶部较薄,冷却水槽加工可能引起轴承孔变形。
(2)不锈钢板焊接时引起焊接热变形。
(3)密封槽孔背部要挖掉的材料非常多,可能会引起密封槽部的变形。
对于加工过程中的热变形解决,可通过采用精密数控设备,在加工中充分冷却,为获得上述三种因素对工件的影响程度,连续加工5个零件并进行统计分析。试制工艺路线为:铣底部基准面、正面-车轴承孔、密封槽-开冷却槽-钻通水孔-挖密封槽背部形状-焊接密封不锈钢板-精铣底面和开底部定位槽。
测量方法为:每道工序对轴承孔德3个位置(如附图所示,正面开口部,中间位置,孔底部),两个方向(平行于底面的为X方向,垂直地面的为Y方向)进行测量。
3 检测结果分析
(1)开冷却槽时对轴承孔没有影响
(2)开背面形状时,由于切削掉的面积和体积都较大,使轴承孔沿X方向拉开,拉开幅度为0.05-0.10mm,沿Y方向也有一些舒张,幅度为0.03-0.05mm,推测原因为背部材料减小后的整体舒张。
(3)焊接后的测量数据显示材料单向Y方向拉长,使X方向收缩0.1-0.2mm,推测为焊接冷却后不锈钢板冷收使轴承孔一起缩小。
(4)开底部定位槽后,从数据显示轴承孔Y方向放大0.03-0.05mm,X方向几乎不变。
对轴承座的加工工艺路线进行如下调整:铣底部基准面及正面-粗车轴承孔及密封槽孔,精加工余量单边留0.3-0.5-铣冷却水槽-钻通水孔,粗开底部定位槽(放单边0.3余量)-铣密封槽背部形状-焊接密封不锈钢板-精车轴承座孔和密封槽孔-精铣底面高度和定位槽。连续试制5个零件,通过检测全部达到图样技术要求。
河北京诚联轴器厂提供
| 






