为例不断满足煤炭生产发展的新技术和新要求,某公司开发研制了DSJ250型强力带式输送机。该型带式输送机主滚筒轴与电机采用半联轴器联接,在生产过程中发现锻造工艺存在缺陷,有待改进。
1 原工艺分析
半联轴器采用自由锻,用Φ300圆钢墩粗,滚圆,冲孔,平整。图1为半联轴器,图2为原毛坯图
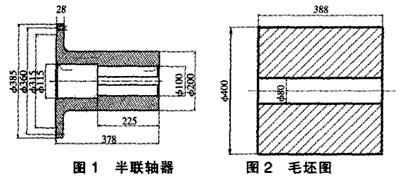
1.2 存在缺陷
(1)工艺用料多;(2)机加工余量大(3)制造成本高
1.3 原因分析
在生产过程中,由于工艺用料370Kg,机加工重量仅为90Kg,机加工余量大,费料、费时、费工,造成极大的浪费,同时造成工序衔接不上,严重影响生产进度。
2 改进工艺介绍
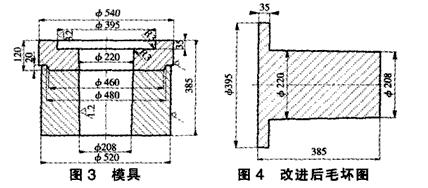
由于该厂主要锻造设备为3T空气锤,若设计模具为整体式,存在出模困难、产品合格率低、模具加工困难、寿命低等缺陷。故将其设计为两体模具见图3,使其加工简单,易于操作,提高使用寿命。在生产过程中选用Φ210圆钢入模,锻造,平整,出模,一次锻造成功。工艺用料仅为150Kg,与原工艺相比每件原材料节约120Kg,图4为改造后的毛坯图。
2.2 优势体现
(1)减少了工艺用料,提高了材料的利用率
(2)继加工余量显著减少
(3)降低了制造成本
2.3 效果检查
2007年至今,锻造车间共制造了250型带式输送机半联轴器毛坯45件,全部采用此工艺,经统计比较:共节约原材料5400Kg,机械加工工效提高40%,制造此项产品共计节约20万元。
3 结语
变半联轴器自由锻为两体式模具锻造啊,这一工艺改进取得了成功,完全可以推广到其它同类锻件的制造中,从而降低了成本,提高了生产效率。
(河北京诚联轴器厂提供)
| 






